Cold chain logistics involves the transportation and storage of temperature-sensitive goods, such as perishable food items, pharmaceuticals, and medical supplies, in a temperature-controlled environment. Conveyors play a vital role in maintaining the integrity of the cold chain by providing efficient and reliable material handling in warehouses. This page explores the essential role of conveyors in cold chain logistics, the various types used in temperature-controlled environments, their applications, as well as the benefits and challenges associated with their integration.

Belt Conveyors

Screw Conveyors
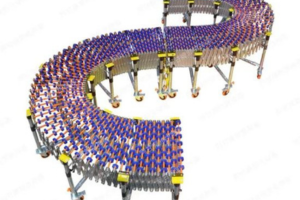
Gravity Roller Conveyors
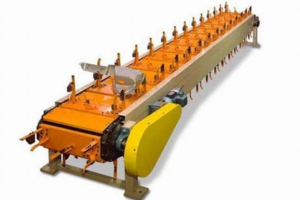
Slat Conveyors
Benefits of Conveyors in Cold Chain Logistics in the Warehouse
- Preservation of Product Quality: Conveyors minimize human handling, reducing the risk of temperature fluctuations and preserving the quality of temperature-sensitive goods.
- Enhanced Efficiency: Conveyors automate material movement, optimizing workflow and reducing labor requirements.
- Compliance with Regulatory Standards: Conveyors facilitate adherence to strict regulatory standards for temperature-controlled storage and transportation.
- Reduced Product Loss: Conveyors ensure gentle and controlled handling, minimizing product damage and spoilage.
The Role of Conveyors in Cold Chain Logistics in the Warehouse
Conveyors are indispensable in cold chain logistics, offering crucial functions:
- Temperature Control: Conveyors operate within the specified temperature range to prevent any compromise to the cold chain during material movement.
- Gentle Handling: Conveyors ensure delicate and sensitive temperature-controlled items are handled with care to maintain product quality.
- Continuous Material Flow: Conveyors facilitate uninterrupted material flow, reducing delays and minimizing temperature fluctuations.
- Efficient Inventory Management: Conveyors aid in organizing and transporting temperature-sensitive goods in a systematic manner, optimizing inventory management.
Applications of Conveyors in Cold Chain Logistics in the Warehouse

Receiving and Unloading
Storage and Inventory Management

